











-
Machinery
Choose from 20,045 used machinery listings
This article was originally published in Electrochemical and Metallurgical Industry Publication of December 1907. Information within this article is therefore correct as of 1907. The publication of this material aims to provide historical insight on the subject and its place in industry.
Mr. Frederick T. Snyder, whose activity in introducing the electric furnace into zinc metallurgy has been repeatedly mentioned in our columns, presented a paper on electric zinc smelting at the recent Mineral Point meeting of the Tri-State Mining Association.
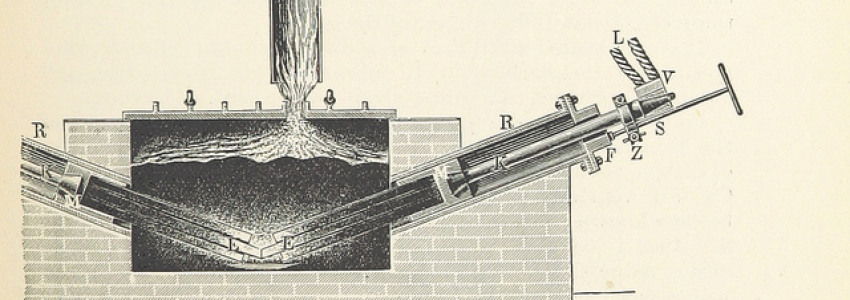
The author gives comparative costs of zinc smelting in two plants, each of 25,000 tons annual capacity, operating under equivalent traffic conditions in the Illinois coal field, one using retorts and the other an *electric stack furnace.
"The first cost of the present type of retort plant, including land, buildings and machinery, but excluding working capital, will be some $400,000. The equivalent first cost of the electric stack plant, including steam-driven electric generating machinery, will be substantially the same. Of this $160,000 is the cost of the stack plant and $240,000 the cost of the electric generating plant.
"General operating cost items for salaries, interest and depreciation are substantially the same for the retort plant and the electric furnace plant."
The operating cost in a modern retort plant burning coal with mechanical stokers is taken as $4 per ton of raw ore. The labor in an electric stack plant "may be kept well under $3 per ton," on account of the greater compactness of the plant. "With the electric stack furnace the sulphur does not have to be roasted as low as with retorts; 6% of sulphur in the electric stack furnace will give as good an extraction of zinc as 1% sulphur with retort furnaces."
As to fuel, "a regenerative retort plant will burn 4,200 pounds of coal per ton of raw ore. Of this 600 pounds will be used in roasting. With the electric stack furnace it takes 1,200 horsepower hours of electricity per ton of raw ore," which require about 1,800 pounds of coal. The coal required for roasting is also one half. "The saving is substantially 1 ton of coal per ton of ore, amounting to 75 cents."
"With the retort plant 800 pounds of reduction material will be used per ton of raw ore; with the electric stack plant 200 pounds, assuming in each case a furnace charge carrying 50% of zinc. With normal prices this saving amounts to 55 cents per ton of raw ore."
The author estimates that the expense of new retorts is 40 cents per ton of raw ore, which is saved in the stack plant, but the latter requires electrodes, and their cost per ton of raw ore is estimated at 20 cents.
Summing up these differences, the electric stack plant costs $2.50 less per ton of raw ore to operate than the retort plant.
The increased recovery due to the stack plant, with zinc at 4 cents, is estimated at $4 per ton ore.
“With the electric stack plant, iron in the Zinc ore improves the operation of the stack furnace. Up to the point where the percentage of iron equals one-half the percentage of silica, iron is required in the stack furnace charge and has to be added if absent. With an ore running 50% in zinc, and no lime, this means that an electric stack furnace requires an iron contents of 8 per cent."
"With the electric stack furnace, any lead in the ore is reduced and saved separately, at the same time as the zinc. This makes it practical to do rougher concentrating work and let the lead go in with the zinc, taking out only the gangue. With zinc concentrates containing 3% of lead, 50 pounds per ton of raw ore, or 2y2 per cent, will be saved in electric stack smelting and lost in retort smelting. At 4 cents per pound this is an item of $2.00. In addition, the lead penalty will be saved to the owner of the ore.
"Lime is required in the charge in an electric stack furnace and is permissible in the roasting, as low sulphur is not required. With limy ore this saves the penalty to the mine owner. It also makes a saving of zinc, as with no lime penalty close work is not so imperative, and less zinc is lost in the mill tailings. These items may reach $1.50 per ton.
"Summing up these savings of metals in the electric stack plant over the results of a retort plant, makes a total of $7.50 per ton of shipping ore. This, taken together with the reduction of operating expense, makes a net difference between the retort plant and the electric stack plant of $10.00 per ton of ore."
Image Credit: The British Library
Do you have used machinery for sale?
Over 8,000 sellers have listed their surplus equipment with us since 2006.
Selling with Kitmondo is free, efficient and fast.
Start selling now

